Plc Program To Count And Pack Objects From Conveyor Sfc Language In Ming Sequential Flow Chart
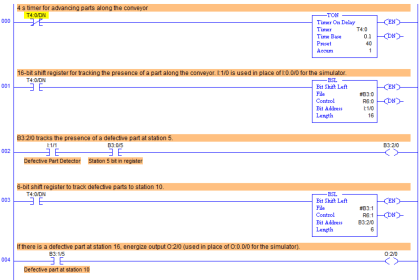
Plc program here is plc program to count and pack parts from conveyor, along with program explanation and run time test cases. The initial ladder rung (rung000) establishes a start/stop control for the process. When an empty box is detected, conveyor belt starts and 5pcs are packed in a box
Count & Pack Objects from Conveyor using PLC Ladder Logic - Sanfoundry
We need to count the total number of objects collected at the end of conveyor and display it on the local control panel The plc uses a ladder diagram to count parts by employing a proximity switch that detects parts passing on the conveyor Write a plc program for this application.
• use counter to count number of objects to be packed
• use timer such that when 5pcs are detected, conveyor runs for a while and stops when 5th object is finally collected in the box. Assume time by calculating conveyor belt speed When number of parts to be packed are detected timer is activated When timer is over, it stops the conveyor until next empty box is detected
In this video, you will learn the plc ladder logic program to count and pack the boxes on the conveyors Learn plc programming using examples ##.more Your solution’s ready to go

Count and Pack Objects from Conveyor using PLC Ladder Logic

Count and Pack Objects from Conveyor using PLC Ladder Logic

Count & Pack Objects from Conveyor using PLC Ladder Logic - Sanfoundry

SFC Language in PLC Programming - Sequential Flow Chart

Count and Pack Objects from Conveyor using PLC Ladder Logic
Count and Pack Objects from Conveyor using PLC Ladder Logic

PLC Tutorial- Counting Objects on Conveyor System | Yuvatamiltech - YouTube

PLC Program to Count and Pack Boxes on Conveyors - Example Logics - YouTube

PLC Program to Count and Pack Parts from Conveyor.pdf - PLC Program to
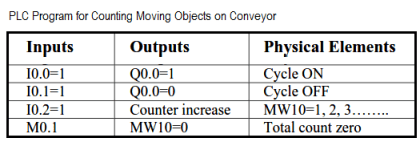
PLC Program for Counting Moving Objects on Conveyor